PA6 と PA12: 一目で分かる主な違い
PA 6 (ポリアミド 6、ナイロン 6 とも呼ばれる) と PA12 (ポリアミド 12、ナイロン 12 とも呼ばれる) はどちらもポリアミド系のエンジニアリング熱可塑性プラスチックですが、分子構造、吸湿性、耐薬品性、機械的特性、および加工挙動が大きく異なります。名前の数字はモノマー鎖の炭素原子の数を表します。PA 6 はカプロラクタム (炭素数 6) から作られ、PA12 はラウロラクタム (炭素数 12) から作られます。 この一見単純な構造の違いにより、現実世界のアプリケーションでは劇的に異なる材料挙動が生じます。
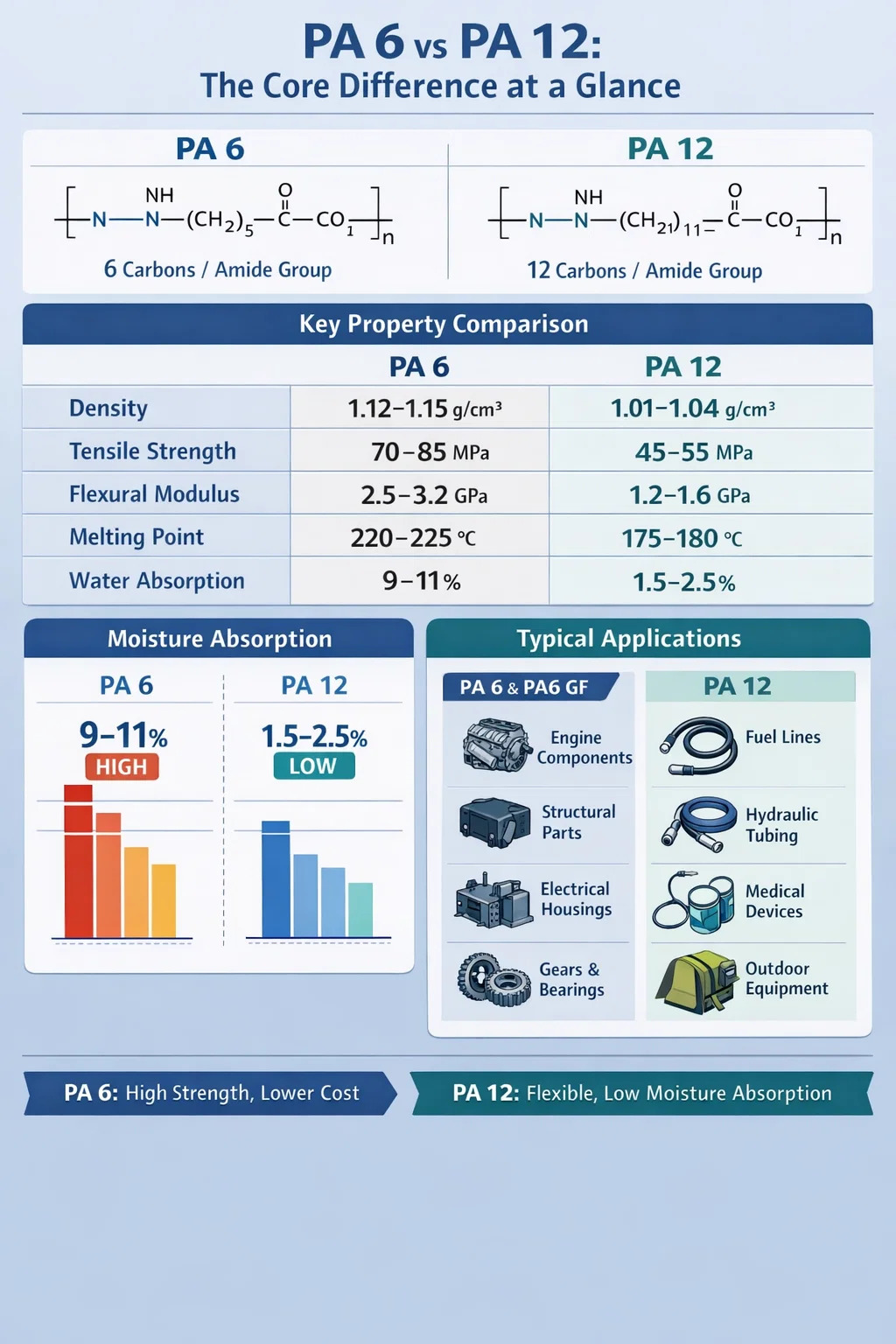
つまり、PA 6 は剛性が高く、機械的強度が高く、コストが低いため、構造コンポーネントや耐荷重コンポーネントに最適です。 PA 12 は寸法安定性、低吸湿性、柔軟性に優れているため、耐湿性が重要なチューブ、燃料ライン、屋外用途に最適です。ガラス繊維強化材を追加すると - 成形 PA6 GF材 — 剛性における PA 12 との性能差は PA 6 に有利にさらに広がります。
分子構造とアミド基密度
PA 6 と PA 12 の基本的な違いは、ポリマー主鎖に沿ってアミド基 (-CO-NH-) がどのくらいの頻度で現れるかにあります。 PA 6 では、炭素原子 6 個ごとにアミド結合が発生します。 PA 12 では、各アミド結合間の間隔は 12 個の炭素原子まで広がります。
アミド基は親水性です。アミド基は水分子を引き付け、水素結合を通じて結合します。これは、アミド基密度が高い PA 6 が PA 12 よりもはるかに多くの水分を吸収することを意味します。 PA 6 は水中で飽和状態で最大 9 ~ 11% の水分を吸収しますが、PA 12 は約 1.5 ~ 2.5% しか吸収しません。 これは小さな違いではなく、製品の耐用年数にわたる寸法安定性、機械的性能、電気的特性に直接影響します。
PA 12 の脂肪族鎖が長いことも、鎖の移動性の向上とガラス転移温度の低下に寄与します。 PA 12 は、-40°C という低い温度でも柔軟性を維持するため、寒冷地用途の自動車燃料およびブレーキラインに広く使用されています。
主な特性の比較: PA 6 と PA 12
以下の表は、設計エンジニアがこれら 2 つのポリアミドのどちらかを選択する際に最も重要な材料特性を技術的に比較したものです。
| プロパティ | PA 6 | PA 12 |
|---|---|---|
| 密度 (g/cm3) | 1.12~1.15 | 1.01~1.04 |
| 引張強さ(MPa) | 70–85 | 45–55 |
| 曲げ弾性率 (GPa) | 2.5~3.2 | 1.2~1.6 |
| 融点 (℃) | 220~225 | 175–180 |
| 吸水率 (飽和、%) | 9–11 | 1.5~2.5 |
| 低温での柔軟性 | 中等度 | 優れた (-40 °C まで) |
| 耐薬品性 | 良い | 素晴らしい |
| 耐紫外線性 | 中等度 | 良い |
| 相対的な材料コスト | 低い | 高 (2 ~ 3× PA 6) |
| 加工性 | 素晴らしい | 良い |
吸湿性と寸法安定性
吸湿性は、実際のエンジニアリングにおいて PA 6 と PA 12 を区別する最も重要な要素の 1 つです。 PA 6 パーツは、寸法を大きく変えることができます。 長さの 1.5 ~ 2.0% 成形後時間の経過とともに空気中の水分を吸収するためです。このため、コンディショニングを設計に組み込むか、寸法変化を抑制するためにガラス繊維強化材を使用しない限り、非強化 PA 6 で作られた精密部品を公差の厳しいアセンブリで使用するのは困難になります。
対照的に、PA 12 は、同じ条件下で 0.5% 未満の寸法変化を示します。これにより、使用中の予測がはるかに容易になり、設計者が湿度環境が変化しても適合性と機能が一貫している必要がある油圧コネクタ、精密継手、小口径チューブに PA 12 を選択する主な理由の 1 つです。
水分も機械的特性に影響を与えます。成形した状態で乾燥状態でテストした PA 6 部品は、引張強度が 80 MPa を示す可能性がありますが、相対湿度 50% で平衡含水量に調整した後は、引張強度が約 55 ~ 60 MPa に低下する可能性があります。これは、構造用途に PA 6 を指定するときに考慮する必要がある既知のトレードオフです。 PA 12 は変動がはるかに少なく、調整された機械的特性は乾燥値に近いままであるため、設計者にとって材料の仕様が簡素化されます。
ガラス繊維強化 PA 6: PA6 GF 材料がもたらすもの
ガラス繊維を PA 6 に添加すると、得られる PA6 GF 材料 (一般的に PA6 GF15、PA6 GF30、PA6 GF50 などとして入手可能。数値は重量パーセントによるガラス繊維の含有量を示します) は剛性と強度が劇的に変化します。これは、エンジニアリング プラスチックで最も広く使用されている強化戦略の 1 つです。
グラスファイバーが PA 6 のパフォーマンスをどのように変えるか
PA6 GF30 (30% ガラス繊維強化 PA 6) が最も一般的に指定されるグレードです。それは以下を実現します:
- 引張強さ 170~190MPa 、強化されていない PA 6 の 2 倍以上
- 曲げ弾性率 8~10GPa 、純粋な PA 6 の 2.5 ~ 3.2 GPa と比較
- 吸湿量の減少 — ガラス繊維自体は水を吸収しないため、複合材料への有効な吸湿量は、純粋な PA 6 よりも大幅に低くなります。
- 寸法安定性の向上 — 反りや成形後の収縮は減少しますが、繊維配向により異方性収縮が新たに考慮されるようになります。
- 熱たわみ温度が約100℃まで上昇 200~210℃ (対 1.8 MPa 負荷での純粋な PA 6 の場合は ~185°C)
PA6 GF 材料は、自動車のインテークマニホールド、エンジン カバー、構造ブラケット、電気ハウジング、工業用ポンプ部品などに広く使用されています。高い剛性、良好な耐熱性、および比較的低い原材料コストの組み合わせにより、PA6 GF30 は市場で最もコスト効率の高いエンジニアリングコンパウンドの 1 つとなっています。
PA6 GF と PA 12: 直接比較
PA6 GF 素材と強化されていない PA 12 を比較すると、選択はより微妙になります。 PA6 GF30 は剛性と耐熱性の点で PA 12 よりも大幅に優れていますが、柔軟性、燃料および油圧作動油に対する耐薬品性、および低温靱性の点では PA 12 の方が優れています。高温で動作する剛性の高い構造部品が必要なアプリケーションの場合、PA6 GF が最適です。部品が、ブレーキ液や -30°C の冬季温度にさらされるフレキシブルな燃料ラインまたはコネクタである場合、依然として PA 12 が正しい選択です。
耐薬品性: PA 12 が優れている点
PA 12 は、PA 6 に比べて広範囲の化学物質に対して優れた耐性を持っています。アミド基密度が低いため、加水分解や酸、アルカリ、有機溶剤からの攻撃に対する耐性が高くなります。自動車用途では、これは以下に対する耐性の向上につながります。
- エタノール混合物 (E10、E85) およびディーゼルを含む燃料
- 油圧液およびブレーキ液 (DOT 4 および DOT 5.1)
- 塩化亜鉛および塩化カルシウム道路塩
- 自動車用グリースおよび潤滑油
PA 6 はこれらの環境の多くで適切に機能しますが、機械的負荷がかかった状態で塩化亜鉛にさらされると応力亀裂が発生する可能性があります。これは環境応力亀裂 (ESC) として知られる現象です。これは歴史的に、道路塩を含む道路飛沫が存在する車室内環境における PA 6 クリップとブラケットの問題でした。 PA 12 は、この種の障害の影響を大幅に受けません。
PA 12 は、医薬品および食品と接触する用途において、抽出可能含有量が低く、経時的に表面化学がより安定しているため、一部の市場で規制上の利点も提供します。
PA 6 と PA 12 の処理の違い
どちらの材料も主に射出成形と押出によって加工される熱可塑性プラスチックですが、融点と感湿性が異なるため、加工要件も異なります。
乾燥要件
PA 6 は吸湿性が高いため、適切に乾燥していないと加工中に特に加水分解を受けやすくなります。 PA 6 の推奨乾燥条件は通常、次のとおりです。 80℃で4~8時間 除湿乾燥機に入れて含水率を0.2%以下にします。 PA 6 を適切に乾燥しないと、成形品にスプレーマークが発生し、分子量が低下し、機械的特性が損なわれます。 PA6 GF 材料には同じ乾燥要件があります。
PA 12 は吸湿性がはるかに低いため、それほど強力な乾燥は必要ありません。通常、 80℃で2~4時間 で十分です。これにより、大量生産において処理効率が向上します。
溶融温度と金型温度
PA 6 は 240 ~ 280°C の溶融温度で処理されますが、PA 12 はそれより低い 200 ~ 240°C で処理されます。 PA 12 のこの低い処理温度により、場合によってはエネルギー消費とサイクル時間を削減できます。ただし、PA 12 の融点が低いということは、連続使用温度が低いことも意味します。これは、ボンネット下の自動車部品などの高温環境用の部品を指定する場合に関連します。
収縮と反り
強化されていない PA 6 は、成形中に約 1.0 ~ 1.5% 等方的に収縮します。 PA6 GF 材料は異方性収縮を示します。流れ方向では低く (約 0.2 ~ 0.5%)、横方向では高く (約 0.6 ~ 1.2%)、反りを防ぐために金型設計で考慮する必要があります。 PA 12 は約 0.8 ~ 1.5% の中程度の収縮を示し、その固有の柔軟性により薄肉部品ではより予測どおりに動作します。
熱性能と長期熱老化
PA 6 は PA 12 (175 ~ 180 ℃) よりも融点が高く (220 ~ 225 °C)、熱性能が一般的に優れています。ガラス繊維で強化すると、PA6 GF 材料は最高温度で連続的に動作できます。 130~150℃ (熱安定剤パッケージ付き) なので、自動車のボンネット下の用途に適しています。
PA 12 は融点が低いため、連続使用温度の上限は通常 100 ~ 110°C です。エンジンの熱や周囲温度の上昇に継続的にさらされる必要がある用途では、これが不適格な制限となり、設計者は PA6 GF 材料や、さらには PA 46 や PPA などの高温ポリアミドを使用することになります。
両方の材料の熱安定化グレードが利用可能です。 PA6 GF30 HS (熱安定化) グレードは、通常、150°C の連続暴露が予想されるエンジン部品向けに指定されており、最大 170°C の短期ピークは許容されます。 PA 12 熱安定グレードは連続使用温度を約 120°C まで拡張します。これは改善ですが、同等の用途では PA6 GF よりもまだ低いです。
代表的な用途:各材質の使用箇所
PA 6、PA6 GF 材料、および PA 12 の異なる特性プロファイルは、当然のことながら異なる用途領域につながります。次の内訳は、主要業界における実際の使用パターンを反映しています。
PA 6 および PA6 GF — 主な用途分野
- 自動車: インテークマニホールド(PA6 GF30/GF50)、エンジンカバー(PA6 GF30 HS)、エアフィルターハウジング、シートベルト部品、ペダルシステム、ホイールカバー
- 電気および電子: サーキットブレーカーハウジング、コネクタブロック、開閉装置コンポーネント、ケーブルタイ、モーターハウジング
- 産業機械: ギア、ベアリング、ブッシュ、コンベアベルト部品、ポンプハウジング
- 消費財: 電動工具ハウジング、自転車部品、荷物フレーム、スポーツ用品
- テキスタイル: 糸、靴下、アパレル生地(非強化PA 6繊維)
PA 12 — 主な応用分野
- 自動車用チューブ: 燃料ライン、ブレーキライン、油圧ライン、蒸気管理チューブ、トラック用エアブレーキライン
- 工業用流体の取り扱い: 空気圧チューブ、化学物質移送ライン、圧縮空気分配
- 医療機器: カテーテルコンポーネント、手術器具ハンドル、ドラッグデリバリーデバイスハウジング
- 3D プリント (SLS): PA 12 粉末は、一貫した溶融挙動と後処理の柔軟性により、選択的レーザー焼結用の主要な材料です。
- 沖合および海底: 石油およびガスインフラ用のフレキシブルパイプ、ケーブルジャケット、アンビリカルコンポーネント
- 履物: 氷点下での柔軟性を必要とするスキーブーツ部品、スポーツシューズ部品
コストの考慮事項: PA 6 と PA 12 の経済的現実
材料の選択ではコストが決定的な要因になることがよくありますが、ここでは PA 6 が大きな利点を持っています。 PA 12 は通常、PA 6 よりも 1 キログラムあたり 2 ~ 3 倍のコストがかかります このプレミアムは、PA6 GF30 と PA 12 を比較するとさらに拡大します。価格差は原材料の経済性を反映しています。ラウロラクタム (PA 12 モノマー) は、世界中で非常に大規模に製造されているカプロラクタム (PA 6 モノマー) よりも複雑で、あまり広く生産されていない化学物質です。
設計が PA 6 または PA6 GF 材料に対応できる大量消費者製品または自動車構造部品の場合、大幅なコスト削減になります。 PA 12 相当品の代わりに PA6 GF30 を使用して年間 500,000 個のインテーク マニホールドを生産する大手自動車 OEM では (十分な剛性を備えたものが存在する場合)、原材料の節約が年間数百万ドルに達することになります。
PA 12 のコストは、その特定の特性 (耐湿性、耐薬品性、柔軟性、低温性能) がアプリケーションで真に必要とされる場合にのみ正当化されます。 PA 6 または PA6 GF 材料で十分な場合に PA 12 を過剰に指定することは、経験の浅い設計プログラムでは一般的ですが不必要なコストです。
積層造形における PA 6、PA6 GF、および PA 12
積層造形、特に選択的レーザー焼結 (SLS) の文脈では、PA 12 が粉末床溶融市場を支配しています。融点が低く、融解範囲が狭く、再凝固挙動が良好であるため、ビルド間の未使用の粉末が過度に劣化することなく、SLS システムでの処理が容易になります。世界中で最も広く使用されている商用 SLS パウダーである EOS PA 2200 は、PA 12 グレードです。
PA 6 および PA6 GF 材料は SLS にうまく適合しており、いくつかのサプライヤーは現在、剛性を高めるためにガラスビーズまたはカーボンファイバーで強化された PA6 ベースの粉末ブレンドを提供しています。しかし、PA 6 は融点が高く、プロセスウィンドウが狭いため、SLS システムでの要求がさらに厳しくなり、このプロセスでは PA 12 と同じ市場採用には至っていません。
FDM (溶融堆積モデリング) の場合、PA 6 フィラメントが利用可能ですが、材料が湿気を吸収して反る性質があるため、高温の押出機 (240°C を超えるノズル) とエンクロージャが必要です。 PA 12 は、吸湿性が低く、処理温度が低い場合でも層の接着力が優れているため、屋外 FDM 環境でより優れた性能を発揮します。
持続可能性とリサイクル性
PA 6 と PA 12 は両方とも熱可塑性プラスチックであり、理論的には再溶解によりリサイクル可能ですが、鎖の切断と分子量の減少により機械的特性は加工サイクルごとに劣化します。実際には、産業廃棄物リサイクル (PIR) コンテンツは、ケーブル タイ、パイプ、射出成形ハウジングなどの重要ではない用途でより一般的に使用されています。
PA 6 はケミカルリサイクルにおいて大きな利点があります。カプロラクタム (PA 6 モノマー) は解重合によって PA 6 廃棄物から回収でき、バージン品質のポリマー製造に再利用できます。 DSM (現在は Envalior) や Lanxess などの企業は、このための商用プロセスを開発しました。 PA 12 ケミカルリサイクルはあまり開発されておらず、商業的にも成熟していません。
二酸化炭素排出量の観点から見ると、PA 12 はモノマーの合成経路がより複雑であるため、1 キログラムあたりの環境負荷が高くなります。ただし、PA 12 部品は、PA 6 で発生する湿気や化学物質による劣化がなく、過酷な環境でもより長く使用できるため、ライフサイクル分析では、早期の故障や交換を排除するアプリケーションで PA 12 が好まれる場合があります。
両方の材料の生物ベースのバージョンが存在します。バイオベースの PA 6 (ヒマシ油などの再生可能な原料からのバイオ由来のカプロラクタムを使用) とバイオベースの PA 12 (ヒマシ油由来のラウロラクタムは、エボニックが Vestamid ブランドで製造しており、数十年前から市販されています) はどちらも、化石燃料への依存を軽減しようとしている設計者が利用できます。
PA 6、PA6 GF、PA 12 の選択方法
これらの材料のどちらを選択するかは、アプリケーション要件の体系的な評価によって決定される必要があります。次のガイドでは、開始フレームワークを提供します。
| 設計要件 | 推奨素材 |
|---|---|
| 最小限のコストで最大の剛性と強度を実現 | PA6 GF30 または PA6 GF50 |
| 燃料または作動油と接触するフレキシブルチューブまたはホース | PA 12 |
| 構造ブラケット、ハウジング、またはボンネット下のコンポーネントは 150°C まで | PA6 GF30 HS または PA6 GF50 HS |
| 紫外線や湿気にさらされる屋外部分、高負荷なし | PA 12 (または PA6 と UV 安定剤) |
| 厳しい寸法公差が要求される精密部品 | PA 12 または PA6 GF (異方性を考慮) |
| SLS 3D プリント アプリケーション | PA12パウダー |
| 低摩擦要件を備えたギアまたはベアリング | PA 6 (潤滑グレードまたは MoS₂ 充填) |
| -30°C 以下で動作する柔軟性が必要な部品 | PA 12 |
この最初のスクリーニング後も決定がまだ不明確な場合は、サプライヤーに材料試験サンプルを要求し、機械的特性を測定する前に予想される使用含水量への調整などの用途固有の試験を実行する価値があります。成形したままの乾燥状態の PA 6 を調整済みの PA 12 に対してテストすると、比較が非現実的な方向に偏ります。常に、実際の使用条件を表す同等の調整状態で材料を比較してください。